2024-11-29
此前,山東大學(xué)聯(lián)和國防科技大學(xué)在《Virtual and Physical Prototyping》 ( IF 10.2 )發(fā)表了題為“Topology optimisation for vat photopolymerization 3D printing of ceramics with flushing jet accessibility constraint”的研究,提供了一種專用于光固化陶瓷3D打印的晶格-固體混合結(jié)構(gòu)的多尺度拓?fù)鋬?yōu)化方法,并提出了新的清洗射流可及性約束,旨在有效去除殘留在晶格結(jié)構(gòu)中未固化漿料。
近年來,3D打印技術(shù)的快速發(fā)展使拓?fù)鋬?yōu)化方法成為高性能輕量化結(jié)構(gòu)設(shè)計(jì)的研究熱點(diǎn),特別是具有多孔微結(jié)構(gòu)填充的多尺度結(jié)構(gòu),傳統(tǒng)上無法制造的多孔陶瓷,可以通過3D打印成功加工。
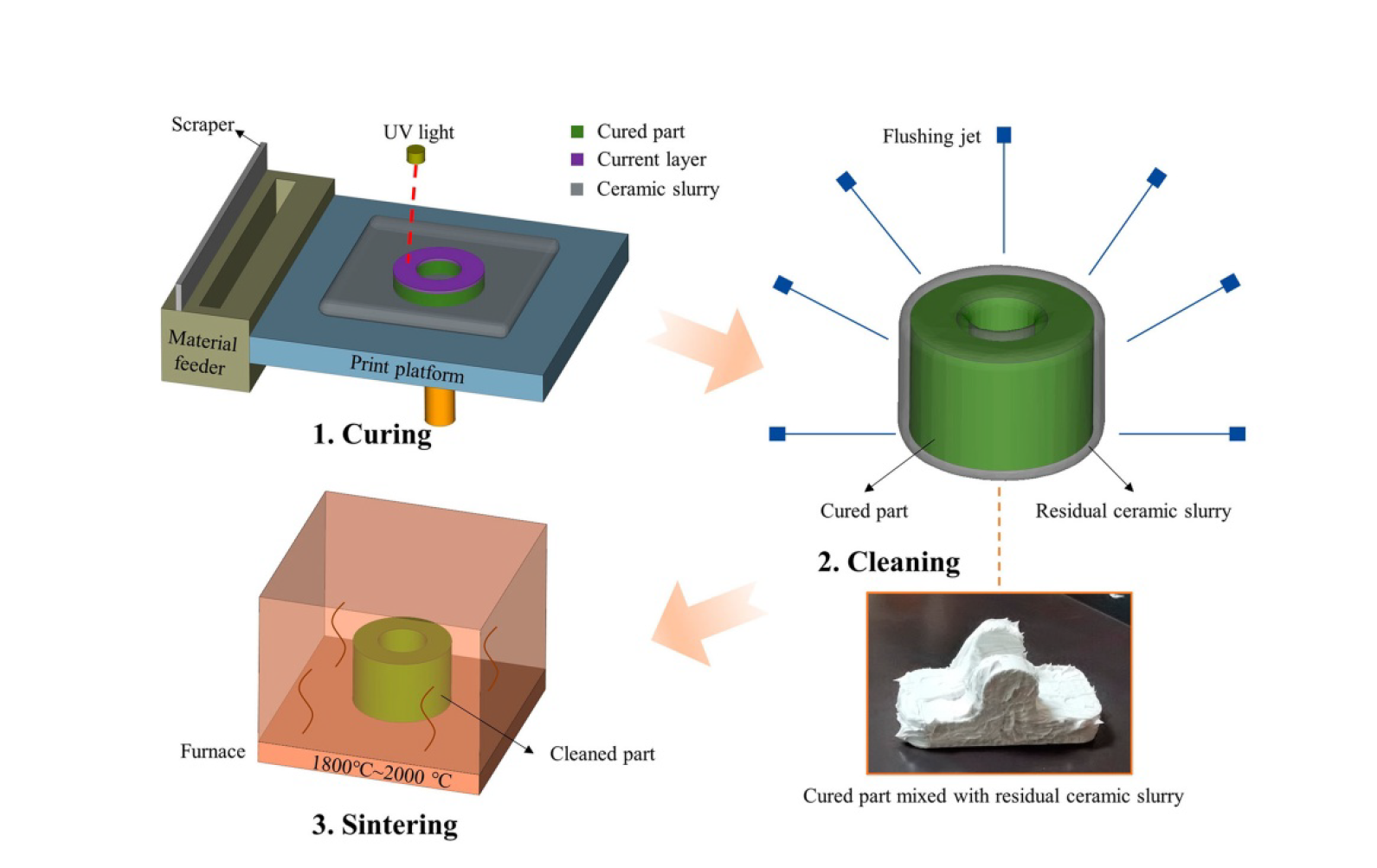
如圖中所示的光固化立體成型流程中,步驟二的清洗環(huán)節(jié)至關(guān)重要,因?yàn)槿魵埩籼沾蓾{料未能徹底清除,會(huì)增加部件的重量,并降低燒結(jié)部件的形狀精度和表面質(zhì)量。然而,對于清洗液沖洗射流無法觸及的孔洞、通道及其他復(fù)雜幾何形狀部位,清除殘留漿料就成了一項(xiàng)復(fù)雜甚至難以完成的任務(wù)。
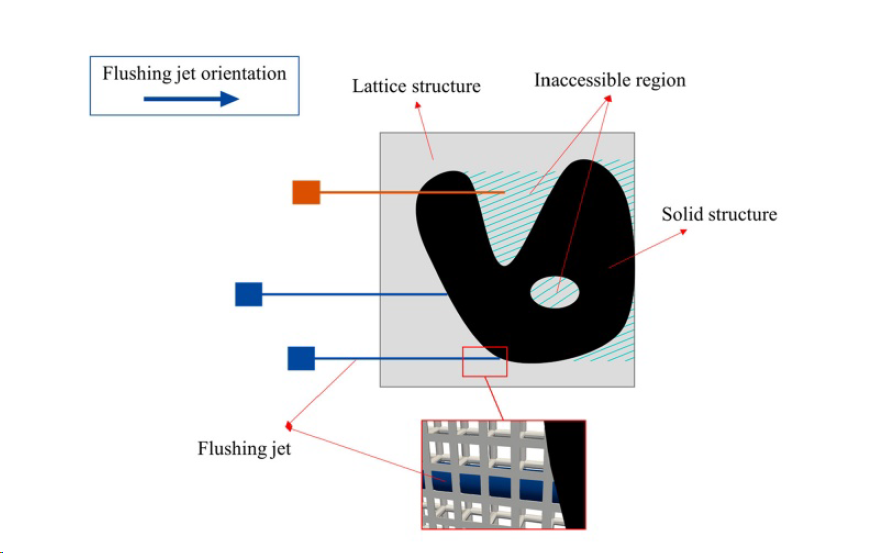
如圖所示,假設(shè)僅涉及單向沖洗射流,陰影區(qū)域代表無法觸及的區(qū)域,因?yàn)闆_洗射流只能穿透晶格(灰色標(biāo)記)而無法穿透實(shí)體(黑色標(biāo)記)。因此,在對結(jié)構(gòu)進(jìn)行優(yōu)化時(shí),應(yīng)仔細(xì)考慮確保沖洗射流能夠到達(dá)所有需要清洗的區(qū)域。
本研究提出了一種適用于陶瓷光固化立體成型3D打印的晶格——實(shí)體混合結(jié)構(gòu)的多尺度拓?fù)鋬?yōu)化方法,并同時(shí)提出了一種新的沖洗射流的清潔方法,旨在有效地去除光固化3D打印陶瓷后殘留的余料。
具體來說,通過引入了漸變晶格和固體材料的插值,構(gòu)成拓?fù)鋬?yōu)化的基本原理;在此基礎(chǔ)上建立了多尺度拓?fù)鋬?yōu)化數(shù)學(xué)模型,并利用伴隨靈敏度進(jìn)行求解。通過二維和三維數(shù)值算例驗(yàn)證了所提方法的有效性。此外,在進(jìn)行研究試驗(yàn)時(shí)使用Ceramaker系列3D打印機(jī)進(jìn)行了3D打印實(shí)驗(yàn),以驗(yàn)證優(yōu)化結(jié)構(gòu)解決方案的全水射流可行性,并進(jìn)行了實(shí)際應(yīng)用演示。
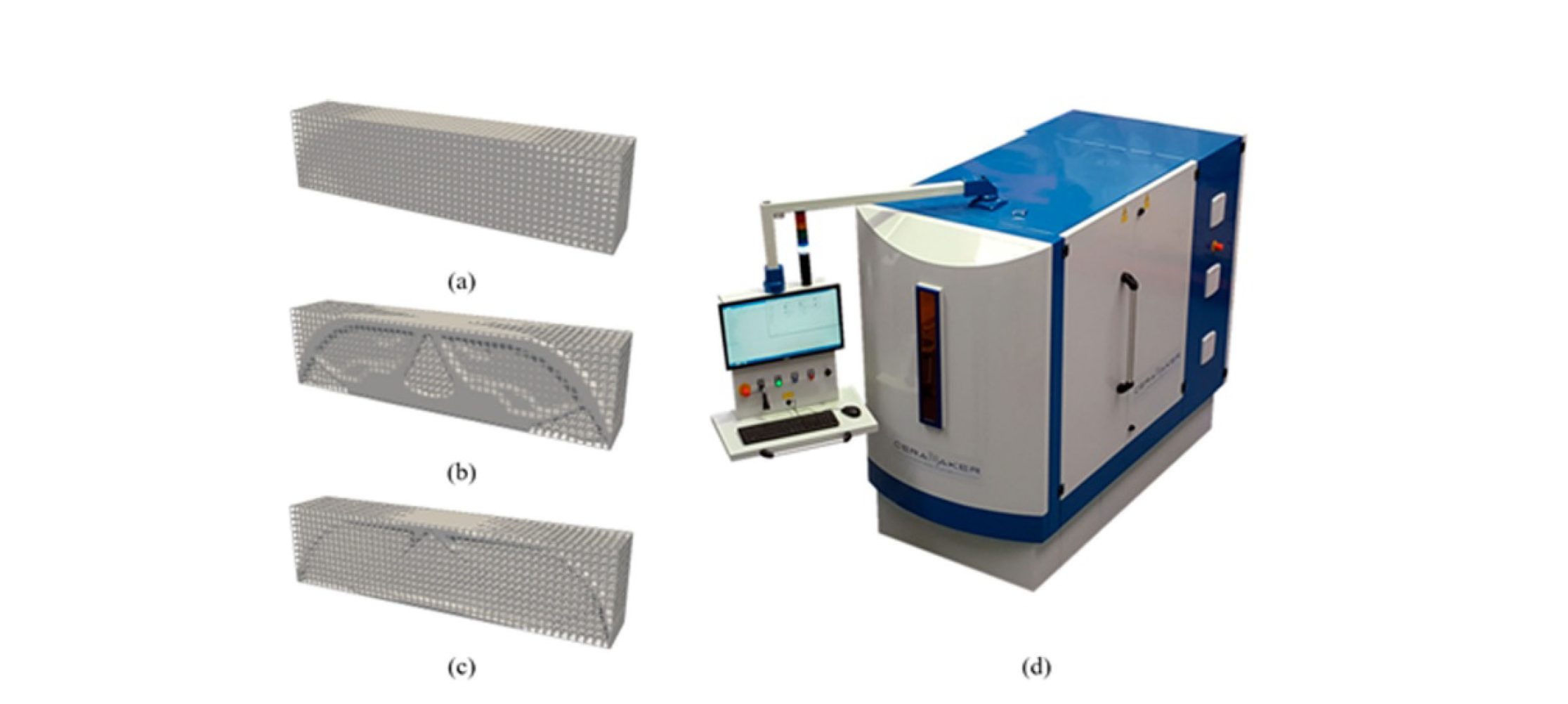
上圖展示了對三組優(yōu)化的三維MBB梁模型進(jìn)行了增材制造和清洗測試,以驗(yàn)證所提出方法的有效性。圖為總結(jié)構(gòu)尺寸為120 mm x30mm x20 mm的三維MBB梁模型,分別為(a)梯度點(diǎn)陣填充設(shè)計(jì)、(b)不考慮沖刷可達(dá)性約束的LSHS設(shè)計(jì)和(c)考慮沖刷可達(dá)性約束的LSHS設(shè)計(jì),使用 3D打印機(jī)C900 Flex (3D Ceram, France)打印優(yōu)化結(jié)果。
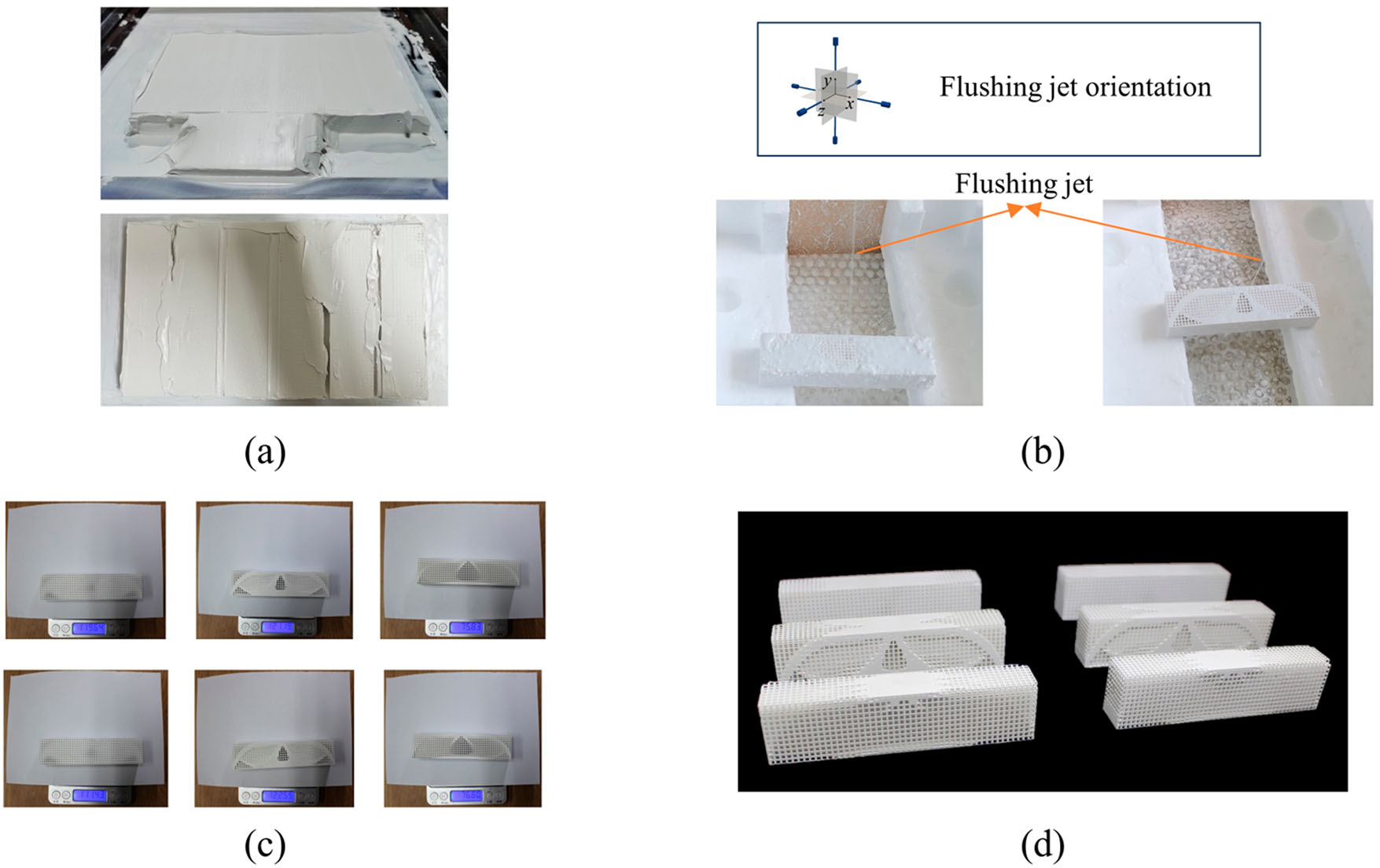
上圖展示了清洗實(shí)驗(yàn)過程。首先,如圖 (a)所示,將附著有大量殘留陶瓷漿料的固化部件從打印平臺(tái)上取下。然后,用刮刀對附著在部件外表面的未固化漿料進(jìn)行初步清理。之后,如圖 (b)所示,沿著部件的六個(gè)方向(上、下、左、右、前、后)用水射流對部件進(jìn)行沖洗。每個(gè)部件在單個(gè)沖洗方向上的沖洗時(shí)間均為 5 分鐘。最后,對清洗后的三組部件進(jìn)行稱重以評估清洗效果。參照圖 (c),這六個(gè)部件的重量分別為 119.64 克、111.43 克、121.19 克、122.55 克、75.83 克和 76.80 克。可以發(fā)現(xiàn),由于引入了沖洗射流可達(dá)性濾波器,所提出的設(shè)計(jì)避免了固相中出現(xiàn)倒扣特征,并且固體材料集中在結(jié)構(gòu)的 z 軸對稱表面。同時(shí),由于考慮了沖洗射流的有效沖洗強(qiáng)度,消除了深孔特征,從而實(shí)現(xiàn)了最佳的清洗效果。然而,梯度晶格結(jié)構(gòu)設(shè)計(jì)和另一種晶格 - 實(shí)體混合結(jié)構(gòu)(LSHS)設(shè)計(jì)由于出現(xiàn)深孔和倒扣結(jié)構(gòu)特征,清洗效果較差。
綜上所述,本研究提出了一種新穎的LSHS拓?fù)鋬?yōu)化方法,根據(jù)這種新的方法使光固化3D打印陶瓷復(fù)雜部件時(shí)殘留陶瓷漿料的清洗困難問題獲得良好的解決方案,達(dá)到了最佳的殘漿清洗效果。